エッジ・キーパーZマニュアル
組み立て
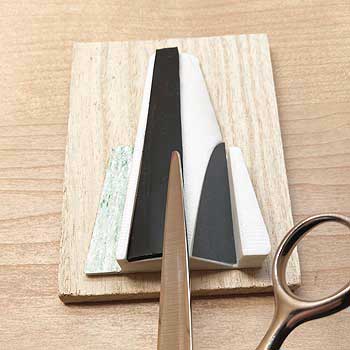
商品お届け時には本体と台は別々になっていますので写真のように取り付けて下さい。
各部の名称

- 耐水ペーパー
粒度1000番・耐水ペーパーを使用しています。中研ぎには適した粒度です。
- 表研ぎVゾーン
Vゾーンの角度は45度。刃の内側を真上に向けた状態で刃角が45度になります。
ハサミの種類によっては刃角が変わりますので角度を調整して行ってください。
刃先を潰さないように最初は38度〜徐々に起こして切れ味を確かめながら
ご自分の鋏の角度を見極めてください。 - 裏スキ天然ラバー
表研ぎVゾーンで研いだ後、刃の返りを調整し鋏の開閉を滑らかにします。
刃元R38ミリ〜刃先R18ミリの円錐状。鋏の形状に併せてオールマイティーに
フィットする設計になっています。 - 仕上げゾーン
仕上げゾーンではラバー上に仕上げシートを貼り、鋏の背を固定し刃先の鏡面仕上げを行います。これにより滑らかな切り心地と切れ味を長く保ちます。
刃角の確認
刃角は鋏によってそれぞれです。刃先が鋭角な35度程度からセニングシザーのような50度程度のものまでございます。引き研ぎのみでしたら45度で良いのですが、押し研ぎを含めた前後運行での研ぎですと、刃角を間違えますと研いでも効果が無かったり、刃を潰してしまう事にもなりかねません。
そこで、自分の鋏の刃角を視認することは難しいので、使いながら徐々に見極めて行きます。最初から刃角を起こしてしまうと刃を潰す可能性がありますので、刃を寝かせた状態(38度程度を推奨します)くらいからはじめると良いです。
| 刃角38度 | 刃角45度 | 刃角50度 |
|---|---|---|
|
寝せる |
標準 |
起こす |



エッジ・キーパーZの使い方(基本編)
中研〜仕上げ研ぎエッジ調整(往復運行)上刃のみ行う
最初は親指で開閉する側のみを行います。薬指側の刃は慣れるまで行わないでください。
鋏の刃の摩耗(鈍化)は上刃、下刃同じではありません。圧倒的に上刃が早いので、
上刃のみをまず行います。最初から両方研ぐと刃角に狂いが生じやすいので、
慣れてきて両刃を行うようにしてください。
耐水ペーパーのあるVゾーンは、刃先から刃元を前後に往復運行します。斜行を効かせて角度が狂わないよう研ぎます。刃先の形状にあわせて耐水ペーパーにフィットさせるのがポイントです。刃先の尖ったところまで綺麗に刃をつけましょう。
表研ぎ(Vゾーン)

- 鋏を90度に開いて時計の針9時の状態で持つ
- 刃角38度にセットする。刃の内側を真上45度(台と平行)にして、そこからさらに時計回りに7度回転させて刃元をVゾーンにセットします。
- 刃角が動かないように角度を固定して前後に往復運行を行います。

- 刃中部分も角度が狂わないように注意します。
台を両面テープ等で固定して両手で行うと良いです

- 刃先にかけて細くなってきますので刃と耐水ペーパーをフィットさせます
ここまでの運行を前後に往復運行で10〜15回行います。
両刃とも同じように行ってください。
裏スキ(ラバー)

- 鋏を90度に開いて時計の針3時の状態で持つ
- 裏スキは鋏をラバー面にフィットさせて往復運行させる
- 回数の目安はVゾーンで行った回数と同じです。
- 軽く鋏の開閉をして返しがとれていたらOKです。
仕上げ研ぎ
| 仕上げ研ぎ前 | 仕上げ研ぎ後 |
|---|---|
|
1,台を両面テープ等で固定して刃角38度にセットしたら両手で前後にテンポよく運行します。 |
2,30回〜50回行い、刃元〜刃先まで同じように黒ずんできたら上手く研げた証です。これで終了です。 |


- 仕上げシートをラバーの上に貼り付けます。
- 仕上げゾーンに鋏を固定し、刃角を仕上げシートに対して38度にセットします。
- 前後に往復運行し、仕上げシートが黒ずんでくるまで行います。
- およそ30回〜50回行い、刃の表面が研磨されシートが黒ずんできたら終了です。
仕上げシートは購入ページにて販売しています。
その他の調整法
ラバー調整
ラバー調整は刃先の状態を整えることを目的に行います。頻繁に行って良いです。
これによりちょっとした切れ味が蘇ります。
| 仕上げゾーン | 天然ラバー |
|---|---|
|
1,ラバーに対して刃角を38度に固定して前後に押し引きを10回程度行います。 |
2,鋏を90度に開いて時計の針3時の状態で、ラバー面にフィットさせて往復運行させる。3回〜5回。 |

サポート
ご質問がございましたらこちらからご連絡ください。(購入者様限定)